THE CHALLENGE
A company operating in the fruit and vegetable sector in the United Kingdom sought to become an approved supplier to Marks & Spencer, one of the leading retail chains in the UK.
To achieve this, the company was required to undergo an audit conducted by the retailer in order to demonstrate that its production facility complied with Marks & Spencer's workplace safety standards.
These are stringent contractual requirements that the retailer imposes on all its suppliers worldwide in the food, clothing, and home goods sectors to ensure adherence to specific ethical production standards. Such standards include maintaining a safe, hygienic, and healthy working environment. Suppliers must therefore ensure that their machinery and production processes are equipped with the highest levels of safety protection in order to prevent accidents and safeguard workers' health.
THE SOLUTION

The solution adopted by Nemesis to comply with Marks & Spencer safety requirements was the installation of a full stainless-steel protective tunnel around the entire machine and all its moving parts. This created a physical barrier, preventing any accidental contact between operators and the product-handling conveyors.
In addition to the complete enclosure, further safety systems were integrated to provide an even higher level of operator protection.
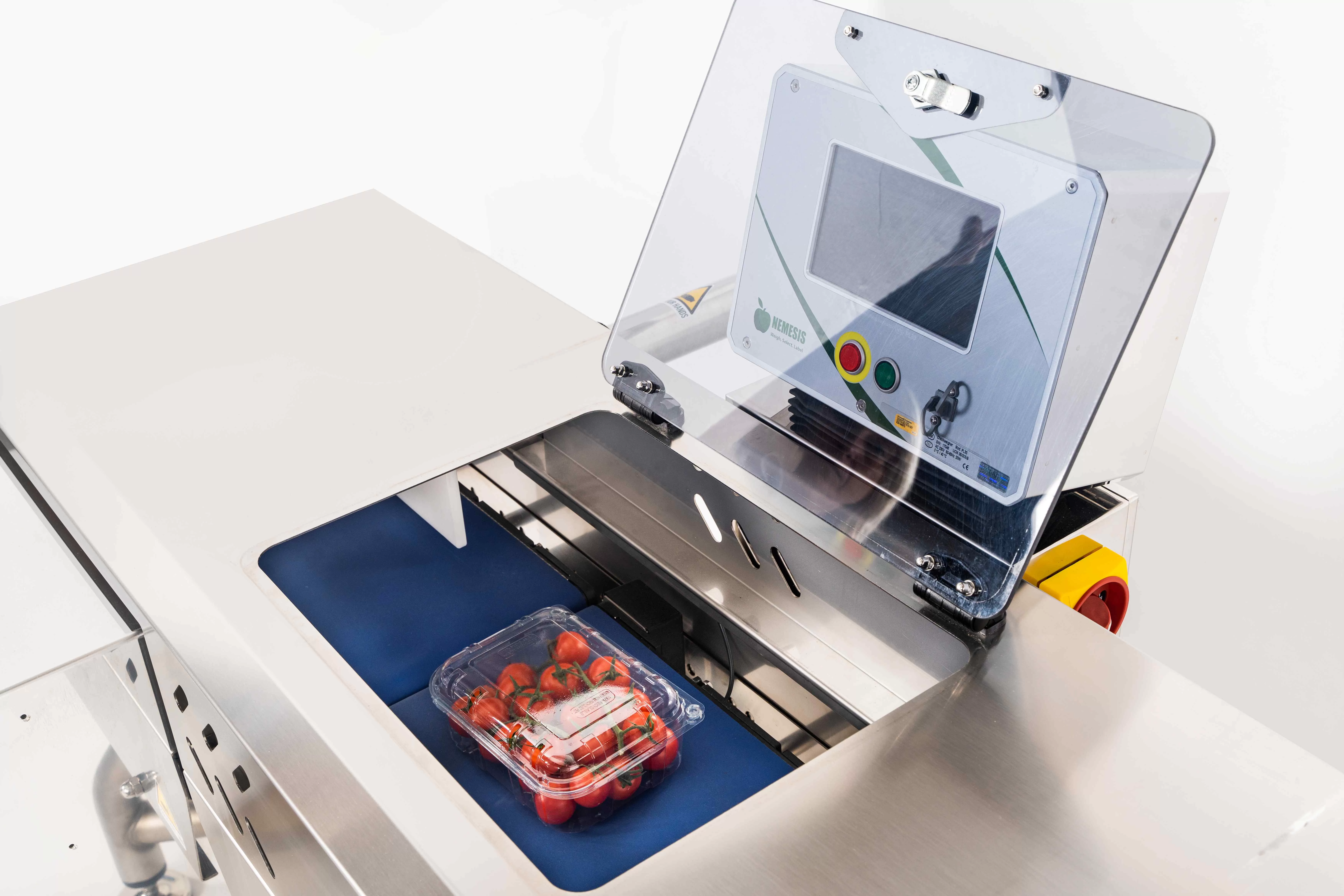
Safety access door with electromechanical safety interlock
To allow inspection of the product on the weighing conveyor or intervention in the event of a jam, the checkweigher is equipped with a safety access door that can only be opened when the machine is stopped.
An electromechanical safety interlock detects the opening request and releases the lock only when the machine is no longer operating.
This ensures the highest level of operator safety.
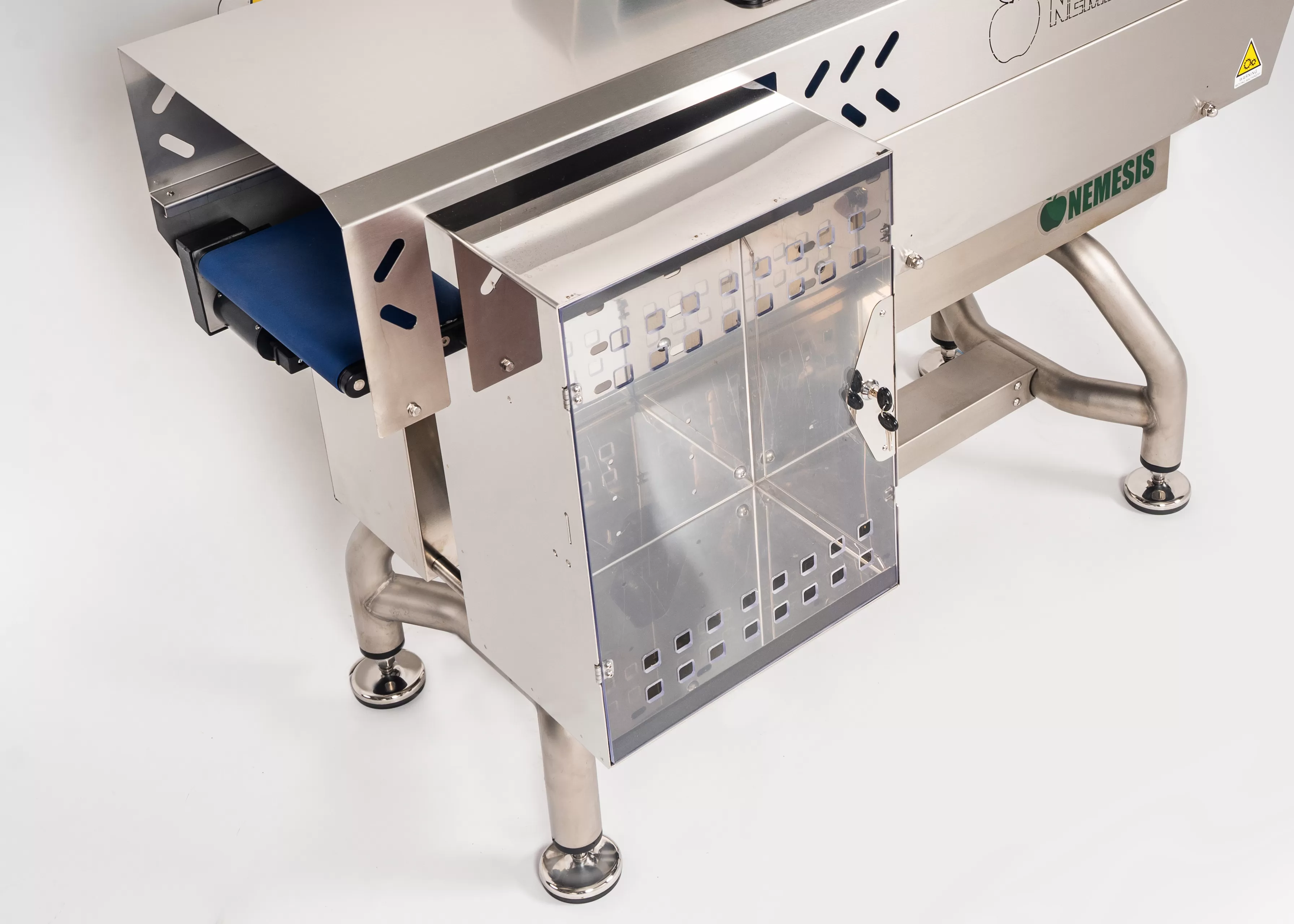
Out-of-tolerances product rejection
To enable the rejection of products outside the specified weight tolerances, a pneumatic pusher rejector was installed to divert non-compliant products into a stainless-steel reject bin. The bin is equipped with a key-operated lock, allowing authorized inspection and product retrieval.
At the entrance to the reject bin, a first photoelectric sensor provides reject confirmation by counting each rejected product. Inside the bin, a second sensor monitors the fill level and alerts the operator when the maximum bin capacity has been reached.

THE BENEFITS
- Thanks to the integration of multiple safety systems, the checkweigher complies with the most stringent occupational safety standards adopted by leading global retailers in the FMCG sector. This enables the manufacturer to be easily validated as an approved supplier.
- The checkweigher is particularly robust, featuring conveyor drive rollers that are larger than standard. With a diameter of 300 mm, they are capable of handling products weighing up to 10 kg with ease.
- The protective tunnel enclosure is entirely made of stainless steel, ensuring the highest levels of hygiene and cleanability required for the food industry.
- The whole stainless steel architecture makes the checkweigher particularly sturdy and suitable even for harsh production environments.